
 Heim
Heim






Sanyu Digital Inverter Pulse Schutzgas-MIG-Schweißgerät Lichtbogenschweißgerät
Paketgröße 80,00 cm * 60,00 cm * 100,00 cm Bruttogewicht des Pakets 130,000 kg Aussehen: Leistungsmerkmale 1. Volldigita
Senden Sie Ihre AnfrageBESCHREIBUNG
Basisinformation.
| Modell Nr. | MIG-350/MIG-500 |
| Frequenzbereich | Niederfrequenz |
| Elektrischer Strom | Impuls |
| Transportpaket | Standard-Export-Holzkiste |
| Warenzeichen | SANYU-STERN |
| Herkunft | Shanghai |
| HS-Code | 85153190 |
| Produktionskapazität | 10000 Sätze pro Monat |
Verpackung & Lieferung
Paketgröße 80,00 cm * 60,00 cm * 100,00 cm Paketbruttogewicht 130.000 kgProduktbeschreibung
Aussehen:Leistungsmerkmale
1. Vollständig digitales Steuerungssystem für präzise Steuerung des Schweißprozesses und stabile Lichtbogenlänge.
2. Vollständiges digitales Drahtvorschub-Steuerungssystem, Drahtvorschub ist präzise und stabil. 3. Das System verfügt über eine integrierte Schweißexpertendatenbank, die Parameter automatisch intelligent kombiniert. 4. Die Bedienoberfläche ist benutzerfreundlich und der einheitliche Einstellmodus ist einfach zu bedienen Greifen.5.Der Schweißspritzer ist extrem klein und die Schweißraupe ist schön geformt.6.10 Schweißprogrammsätze können gespeichert werden, um Betriebszeit zu sparen.7.Die spezielle Vier-Stufen-Funktion eignet sich zum Schweißen von Metallen mit guter Wärmeleitfähigkeit. Der Lichtbogen ist bogenförmig und die Schweißqualität ist perfekt, wenn der Lichtbogen geschlossen ist.8.Es verfügt über verschiedene Schnittstellen zur Verbindung mit Schweißrobotern und Schweißmaschinen.9.Soft-Switching-Wechselrichtertechnologie kann die Zuverlässigkeit, Energieeinsparung und Stromeinsparung verbessern der gesamten Maschine.*Die Schweißmaschinenserie wird gemäß der Norm GB15579.1-2013 „Lichtbogenschweißgeräte Teil 1: Schweißstromversorgung“ hergestellt.
Qualität der Versorgungsspannung
Die Wellenform sollte eine Standard-Sinuswelle mit einem Effektivwert von 380+10 % und einer Frequenz von 50 Hz/60 Hz sein. Die Unsymmetrie der dreiphasigen Spannung beträgt <= 5 %. Technische Parameter der Stromversorgung.
Grundparameter:
| Schweißermodell | MIG-350P | MIG-500P |
| Nenneingangsspannung | Dreiphasenkommunikation, 380 V ± 10 %, 50 Hz | |
| Nenneingangsstrom (A) | 25A | 38A |
| Nennleistungskapazität | 16 KVA | 25 KVA |
| Ausgangs-Leerlaufspannung (V) | 65 V ± 5 % | |
| Nennlastdauer | 60 % | 60 % |
| Leistungsfaktor COSφ | 0,93 | |
| Effizienz η | 90 % | |
| Abmessungen (mm) | Wasserkühlung: 965×472×925 / Luftkühlung: 965×472×686 | |
| Nettogewicht | Wasserkühler: 70 kg / Luft: 52 kg | Wasserkühler: 73 kg / Luft: 55 kg |
| Schweißertyp | MIG-350P | MER-500P |
| Nennstrom (A) | 10~350 | 10~500 |
| Thermischer Lichtbogenstrom (HOTI) | AUS AN | |
| Werksreset (DFLT) | NEIN JA | |
Parameter des Argon-Lichtbogenschweißens
| Schweißermodell | MIG-350 | MIG-500 |
| Nennstrom (A) | 10~350 | 10~500 |
| Lichtbogenstrom (HOTI) | 10~200A | |
| Stromanstieg (UPSL) | 0,1~10s | |
| Sendezeit (GPR) | 0,1~20S | |
| Gasverzögerungszeit (GPO) | 0,1~20S | |
| Vierstufiger Lichtbogenstrom (CRAT) | 10~100 % | |
| Aktueller Abstieg (DWSL) | 0,1~10s | |
| Schweißerspezifikationen | MIG-350 | MIG-500 | |
| Nennstrom (A) | 30~350 | 30~500 | |
| Plattenstärke (mm) | 0~25 | ||
| Drahtvorschubgeschwindigkeit (m/min) | 1~22 | ||
| Bogenlänge | -99~99 | ||
| Lichtbogenkraft | -50~50 | ||
| Steuermodus (CNTR) | LOCL/REMT | ||
| DRAHT (Material) | STAHL CN19 AlMg5 AlSi5 Al CuSi3 CuSi CuAl9 | ||
| Drahtdurchmesser (DIRM) | 0,8,1,0,1,2,1,6 SP | ||
| Sendezeit (GPR) | 0,1~20S | ||
| Langsame Drahtvorschubgeschwindigkeit (FDC) | 1,0 ~ 10 Mio | ||
| Anfangsstrom (IS) | 10~200 % | ||
| Lichtbogenstrom (IE) | 10~200 % | ||
| Vierstufige Abfallzeit (DWSL) | 0,1~1,0S | ||
| Vierstufiger Lichtbogenstrom (CRAT) | 10~100 % | ||
| Gasverzögerungszeit (GPO) | 0,1~20S | ||
| Rückbrandzeit (BURN) | 0,01~1,0S | ||
| Werksreset (DFLT) | NEIN JA | ||
| Parameter zur Einstellung des Doppelimpulses | |||
| Doppelte Pulsfrequenz (TPHz) | 0,1H~5,0H | ||
| Doppelimpulsstromgröße (TPBA) | 20 % ~ 80 % | ||
| Doppeltes Tastverhältnis (TPBT) | 20 % ~ 80 % | ||
| Doppelimpulsspannung (TPBU) | -50~50 | ||
| Parameter für die vertikale Hochgeschwindigkeitseinstellung | |||
| Vertikale Schweißfrequenz (UPHz) | 0,1H~5,0H | ||
| Kurzschluss-Übergangsbetrieb (UPD2) | 20~80 % | ||
| Kurzschlussübergangsstrom (UPC2) | 60~250A | ||
| Kurzschlussübergangsspannung (UPU2)(UPU2) | -50~50 | ||
| Kurzschlussübergangsinduktivität (UPI2) | -50~50 | ||
| Einstellparameter für das Hochgeschwindigkeits-Impulsschweißen | |||
| Schrittweite beim Hochgeschwindigkeits-Impulsschweißen (SPS) | 0~50 % | ||
Nachfolgend sind die Bedienelemente und Schnittstellen auf der Vorder- und Rückseite des Schweißgeräts dargestellt.
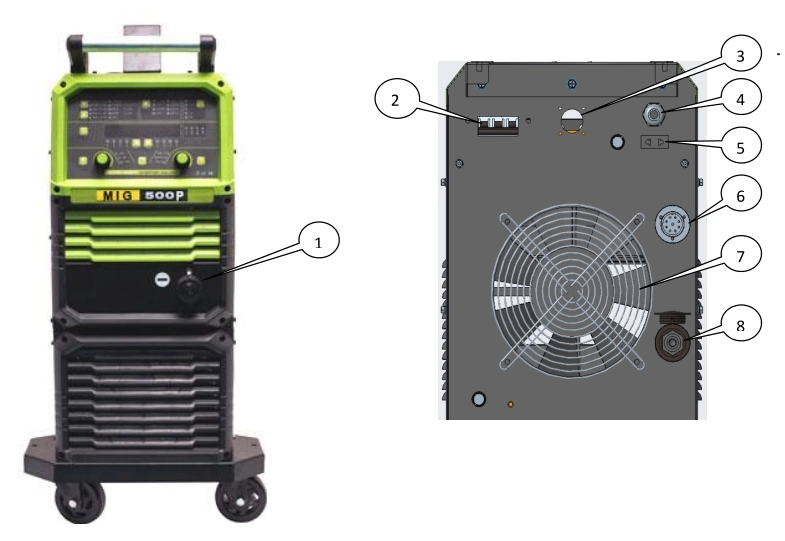
1.Welder output socket (-)2.Air switch3.External device interface4.Power cord5.Heating power outlet6.Wire feeder control socket7.Fan8.Welder output socket (+)


